壓力機精度對沖壓件的影響
一、引言
在現代沖壓中,有了精密高效長壽命模具,而沒有高精度的壓力機和優質的沖壓材料是不能實現精密高效沖壓的。同時精密高效長壽命級進模也不可能發揮其效益和使用壽命。壓力機的精度和剛性對模具壽命的影響很大,同樣一副模具在不同精度的壓力機上顯示出不同的性能和使用壽命。如在一般精度的壓力機上使用幾萬次即產生崩刃,而在特級精度的壓力機上則在100萬次以上才有崩刃現象。分析了壓力機精度對沖壓件的影響,以及進一步探討了在沖壓件的加工中使用哪一種精度等級的壓力機。
二、壓力機的精度等級
壓力機的精度通常是以其靜態精度和剛性來表示,靜態下的精度等級,可按日本JIS壓力機靜態精度指標規定劃分為特級、1級、2級、3級。對壓力機來說靜態等級是個主要因素,但壓力機的剛性也是一個不可忽視的重要因素,這就是壓力機的強度問題。
壓力機通過沖模對材料施加超過屈服點的足夠壓力,在公稱壓力下壓力機雖然不破壞,但是床身的伸長和工作臺的撓度等各部位彈性變形對沖壓加工也有很大影響。因此,最好在壓力機靜態精度上增加動態特性,在沖裁力的作用下,臺面、曲軸、床身產生變形,C型壓力機產生開口等使其靜態精度破壞,把這時的精度稱為動態精度。由動態精度的好壞來決定壓力機等級。動態精度與壓力機各部分的剛性直接相關,剛性好的壓力機動態精度高。目前國外已生產了剛性很高的壓力機,其動態精度仍可控制在靜態精度范圍內。如下表中,在壓力機的靜態精度下,把剛性好的劃分為A特級、A1級、A2級,剛性一般的劃分為B特級、B1級、B2級。
表 沖床靜態精度指標(mm)
| 測量項目 | 基本尺寸 | 精度等級 | |||||
| A特 | A1 | A2 | B特 | B1 | B2 | ||
| 工作臺面及滑塊下面的平面度 | 200 | 0.01 | 0.03 | 0.05 | 0.08 | 0.12 | 0.16 |
| 工作臺面對滑塊下平面的平行度 | 300 | 0.02 | 0.04 | 0.07 | 0.12 | 0.18 | 0.24 |
| 滑塊行程對工作臺面的垂直度 | 150 | 0.01 | 0.03 | 0.05 | 0.08 | 0.12 | 0.16 |
| 滑塊模柄孔與其下平面的垂直度 | 100 | 0.01 | 0.03 | 0.05 | 0.08 | 0.12 | 0.16 |
| 滑塊導軌與床身導軌的間隙 | 300 | 0.03 | 0.05 | 0.08 | 0.12 | 0.16 | 0.20 |
這樣以剛性為基礎的靜態精度等級是有區別的。如A2級,B1級這樣的區別說明壓力機等級對制件就有不同影響。AB的級別由加工壓力達到公稱壓力時,比較剛性來決定。剛性隨著加工壓力的大小變化,在公稱壓力1000kN的B級壓力機,只用500kN壓力進行沖壓加工時,具有與公稱壓力500kN的A級壓力機在公稱壓力進行沖壓加工時相同或大于它的剛性,所以在大型壓力機上安裝小沖模,壓力機的剛性當然好。還有在公稱壓力,工作臺面積和行程長度等主要參數大致相同的壓力機,重量大的剛性好。
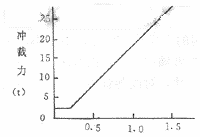
圖1C型壓力機的滑塊撓度與沖裁力的關系
壓力機在承受負荷的同時要產生變形,如圖1所示。必須根據變形量來決定壓力機能力。例如,精密沖裁加工時必須在壓力機加工能力的50%以下進行。即使一般的沖裁,超過其能力80%時,就不能保證模具間隙的均勻。如圖2所示,精度高的壓力機能延長模具壽命,所生產的沖壓件的質量也好。
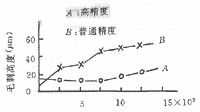
圖2壓力機精度與模具壽命的關系
三、對沖壓件的影響
1.對沖裁加工件的影響
在沖裁加工中,從滑塊下面到模座上面的精度和其它各種精度對工件精度都有影響。最重要的問題:(1)凸模和凹模的垂直度,也就是保證上下模同心。(2)彈性緩沖,在沖裁結束時負荷變為零,由于壓力機的變形能量使凸模突然插入凹模內,這種錘擊緩沖是導致模具損耗的原因。在高精度沖裁時,變形量δ是重要的,應防止或限制在最小限度。為此,壓力機必須保證靜態高精度。特別是C形框架壓力機由于開口變形,容易出現上下模中心線大傾斜,平行度也相應地發生偏差。如圖3所示,傾斜使剪斷面不一致,產生毛刺,明顯地縮短了模具壽命。尤其是高速自動沖床,因為沖裁力是周期性反復的,所以剛性達不到普通壓力機的兩倍以上的話,各部位就要產生異常的撓度和變形,產生大的噪音和振動,以致不能進行連續運轉。象這樣的作業一定要使用A1級以上的壓力機,小型壓力機應采用A特級。
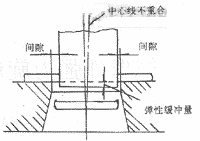
圖3
對于板厚0.5mm以下的板料進行手工送料沖裁及一般的整修或精密沖裁等,模具間隙在很小的情況下,如不使用A1級精度的壓力機很難長期保證制件精度。在沖裁0.8~1.2mm的板料時,如模具間隙大,垂直度好,就能稍減少壓力機剛性對制件的影響,使用B1級的壓力機也不會出現什么問題。料厚在1.6~2.4mm或更厚時,生產批量不大可使用B2級壓力機,由于模具在偏斜造成的制件精度或外觀影響不大。但在加工3mm以上的中厚板料時,沖裁壓力集中載荷作用在滑塊上。因此壓力機剛性又成為非常重要的因素,在使用C形壓力機時,若壓力不能控制在公稱壓力的60%以下,不僅降低制件的質量,對壓力機壽命也有很大的影響。
2.對彎曲成形件的影響
在彎曲成形加工中,壓力機靜態精度的好壞對制件的影響不大,但壓力機的剛性對制件有一定的影響。為把回彈誤差控制在最小范圍內,使上下模鐓死,進行校正彎曲是一個較好的辦法,但夾在凸模和凹模之間的板料厚度存在一定范圍的波動,又因拉伸強度和其它機械性能也是變化的,所以彎曲力有時可能是所需最低壓力的幾倍,使壓力機產生彈性變形影響制件精度。
彎曲成形加工一般使用A2級壓力機,如對制件精度特別是回彈量要求很嚴時,板厚允許誤差很小的磷青銅和其它薄板件的彎曲,只有使用A1級壓力機才能達到所要求的精度。因此,制件材質厚度的不同比壓力機規格還重要。如2級精度材料在進行彎曲成形時精度上沒什么問題的話,使用B2級壓力機也能得到較好的結果。但這樣的板料有時會混入厚而硬的材料,使模具產生過載現象,如壓力機剛性好,可能不產生變形,但造成模具損壞或變形。
3.對拉深件的影響
在拉深、多次拉深、變薄拉深加工中,當板料進入凹模圓角后,板料只能沿著凸模壓入凹模,凸模很少成壓死狀態,而且其加工壓力比下死點的公稱壓力小的多,因拉深力是在滑塊行程中間到下死點這一段時間內連續作用,所以壓力機剛性對制件的影響很小。制件壁厚不均以及出現突耳等其它缺點,主要是受沖模結構、尺寸和精加工程度的影響。如果凸模同樣通過導向進入凹模,壓力機垂直度較好時,對制件精度影響也不大,所以一般使用B2級壓力機就能滿足要求。
可是很多壓力機的滑塊行程很長,在測定滑塊垂直度值時,這個測定值雖然小,但有些壓力機的滑塊出現8字形或矩形,在變薄加工或鋁等軟板的拉深加工中,制件的側壁厚度不同和超出一般的突耳就會出現壁部高度不同的情況,增加了制件的廢品率。小型壓力機滑塊出現這種情況,進行仔細研磨還能得到解決,而大型壓力機則要拆開進行機械加工來修整。
四、結束語
壓力機剛性對制件質量的影響較大,但剛性低,可采用加工壓力比公稱壓力低的辦法來彌補。而壓力機精度不高,對模具壽命有直接的影響。剛性好的壓力機,加工精度高,沖件加工時模具壽命長。因此加工高精度零件的高速自動壓力機、沖裁專用壓力機、冷擠壓機、壓印肘桿壓力機、熱鍛機等設計時都應具有很高的剛性。